简介: 山东大诚光硕机械设备有限公司坐落于美丽的泉城济南市,公司集研发、生产、销售各种膨化机械设备,各种类膨化生食品产线及各系列微波杀菌设备生产线为主营。凭借品质过硬的机器设备,完善的技术服务以及良好的信誉获得了国内外广大买家额信赖和支持。多年的膨化机械和微波杀菌制造经验和众多技术全面的专业人才,使我们能够根据客户的具体要求给客户提供全套的项目解决方案。 公司是专业的膨化机和微波杀菌设备生产厂家,专注膨化和微波杀菌技术,服务保证,质量放心,您可以根据您所做的产品和产量选购不同型号的设备,我公司负责免费上门对设备安装调试工作。相近的技术和质量、更高的性价比、更便捷的操作及维护,公司保修一年,终身服务。 公司始终坚持“以人为本,以信立业,以创新求发展”的企业理念,以打造行业高水平设备为己任,是大诚人共同的追求和目标,严控原材料品质与稳定性,严格要求产品生产细节,坚持提升客服的专业性与时效性,坚持企业独立创新与引进前沿科技相结合。 经过我们多年的努力和经营,我们的膨化机械和微波杀菌设备生产线已经出口到马来西亚、印度尼西亚、巴基斯坦等广大的东南亚、中东、欧洲、澳洲、非洲、南美等世界各国。深受广大群众喜爱,已在国内外获得了广泛的赞誉,并在许多国家有了固定的经销商。 我们希望在不久的将来,能与更多的膨化食品生产企业合作,共同开发更多新产品,获得更广阔的发展营销空间!
(1) 熟化均质效果更好。通常淀粉熟化度可达95%以上, 使得所加工的水产饲料能够在水中保持稳定和产品营养成分不流 失,并易于消化吸收。(2) 同等动力下产量更高。良好的混合性能使物料得到的热 量及时均化,加快了物料的熟化程度,减少了料温的波动,提高 了挤压膨化产品的产量。
双螺杆膨化机的技术原理及操作说明
浏览次数:8079次更新时间:2011-10-13
一、双螺杆膨化机的简介
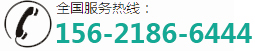
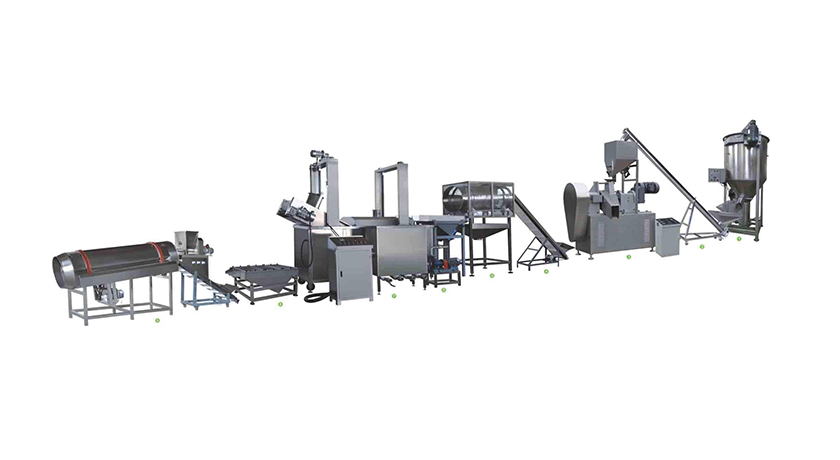
双螺杆膨化食品设备是采用国际先进的双螺杆积压膨化技术,结合我公司多年来膨化食品技术研究的丰富经验研制开发的适合我国国情的膨化食品设备。该设备的特点是:根据市场的需求,可分别以玉米、大米、小米、黑米、绿豆、荞麦、燕麦等五谷杂粮为原料,通过设备的强制挤压、膨化、成型干燥、喷油、调料及相应的辅助工艺加工而成,
二、双螺杆膨化机的 技术原理
双螺杆食品设备的技术关键和特点是采用挤压膨化技术。它是当今世界最“热门”、最“高新”的食品加工技术。谷物经膨化后,体积膨大,组织蓬松,口感香酥,淀粉ɑ化,水溶成分增加,容易被人体消化吸收,因而受到各国消费者的普遍欢迎。
在挤压膨化加工过程中,物料置于装有螺杆(主轴)的密封机筒内,随着相互啮合的两螺杆的强制推进,因受机械的压延,物料内部的剪切力以及来自机筒外部的热能,使物料处于高温(温度可达150~200℃);又因为物料是处于密封状态下,随着密封容积的变化及温度的升高而产生高压(压力可达10kg/cm²以上),使物料逐渐变成热流变体的凝胶状态,并获得大量的能量,改变原有的物理、化学属性。当物料经模头挤出进入常温常压状态时,就朝着混乱度增大(即熵值增加)的方向进行。这样不仅使物料的体积增大,有利于各种酶的作用,而且淀粉、蛋白质等营养成分都发生了不同程度的降解,可溶成分增加。使蛋白质分子由球形变成链状,并重新组织化,具有有肉感的纤维状态。
1、 供料系统
安装在机体分配箱上,通过螺旋送料,速度可调。该系统由螺杆、料仓、搅拌翅、传动系统等组成,搅拌翅的作用是防止物料在料仓内“架空”而阻碍送料。
2 、挤压系统
双螺杆挤压系统主要部分是螺杆、螺套。两螺杆均为左旋,互相啮合,同向旋转。在工作过程中彼此刮研粘在螺杆上的物料,向前推送,螺杆是由七个部分组合而成,物料在推送过程中,一方面增加了对物料的混合挤压能力,使物料增加了对套筒的接触面积,便于吸收外加热,有利于物料的熟化;另一方面,通过最后一段螺杆时,物料能充分的受到剪切力的作用,增加内能,完成膨化,螺杆采用花键轴套连接,构成整体的同心螺杆,这种连接方式互换性好,装拆方便,容易更换。
3、 旋切装置
旋切装置是由电机、刀架,皮带轮组成,刀架固定在模头体上,电机通过皮带带动刀架旋转,切断物料。本机的配套模具有圆孔形、梅花形、柱形、片形等。
4 、润滑系统
本系统是由齿轮泵、油箱及油路组成,对分配箱各转动部位强制润滑、冷却。
5、 传动系统
本机调速系统采用变频调速技术,调整可靠,调节范围大,运转平稳。
6、加热系统
加热系统分为3个区域,每个区域有两个远红外线加热圈,每个加热圈功率为2KW,每区域加热温度可独立调整。
7、控制系统
对TSX系列主机所有系统集中控制,操作方便,控制可靠,并设有多种自动保护装置和状态指示仪表。
防护等级:IP44
安全防护:接地保护(接地电阻不大于4Ω)
三、操作方法及相应调整
1 、 将生产线按平面布置图安放在通风干燥处。
2、 主机打好地脚,其它设备安放平稳,以防机体各部受力不均,影响设备正常运转。
3、 生产线各部分供电均应安装闸刀开关(或空气开关等),可与市电隔离保护,以便维修。
4 、 拌粉机空载调试:手动盘车,检查运动系统有无障碍,开车空试,转向按箭头方向。
5 、 主机空载调试
(1) 检查主机电器件有无损坏、松动;
(2) 检查主机机筒及螺杆、螺筒内有无异物,应清理干净;
(3) 检查减速箱及螺杆、螺筒的配套情况,手动盘皮带(卸掉模头),运动阻力应较小而 均匀。转数圈,看有无废料排出;
(4) 检查喂料螺杆是否顺利推入料筒内;
(5) 将旋切装至工作位置,调整刀片与模具的间隙,用手转动刀片,保证刀片在任一位置与模具有良好的接触,否则应进行调整。
(6) 检查润滑系统,连接应正常,油箱油量应充足。
6、 做完以上检查后,接通电源
(1) 检查润滑系统。启动“油泵” 启动按钮(绿色),油泵溢油管有油即油泵正转,否则反转。打开分配箱上盖,检查各润滑点是否出油,止推轴承润滑点是否正常,回油是否及正常;
(2) 检查主电机与润滑电机互锁是否正常;
(3) 点动主电机,检查主轴是否正转;
(4) 低速启动主电机,听分配箱、螺杆螺筒内是否有异响;
(5) 将加热旋钮打在“ON‘位置,检查加热系统情况,正常加热电流为18~19A;
(6) 启动喂料电机,转动调速轮,检查喂料螺杆的运转情况和方向;
(7) 启动旋切电机,转动调速按钮,检查刀具工作是否正常运转;
(8) 启动主电机,由低速到高速,检查电机调速系统是否正常;
7、 生产线的其他辅助设备也要有一个空载试车的过程,检查电机的转向和有无机械的卡阻。
8、加载调试
(1) 空载调试正常后,主机上好模头座和所需模具;
连接模头的四个螺母一定要紧固好,以免影响出料
(2) 主机预热:为使机筒内温度稳定,采用分段加热法:
1) 设定:Ⅰ区30℃,Ⅱ区100℃,Ⅲ区120℃。保温10分钟
2) 设定:Ⅰ区50℃,Ⅱ区140℃,Ⅲ区160℃。保温10分钟
3) 设定:Ⅰ区50℃,Ⅱ区150℃,Ⅲ区170℃。保温5分钟
(3) 主机预热的同时,可操作拌粉机进行拌料
拌粉要均匀,否则影响膨化质量
(4) 主机温度上升到设定值之后,启动油泵,供油2分钟后即可启动主电机。开至900转(30Hz),在进料口先加入200ml水,以便于出料,同时启动喂料电机,开始加料在加料的同时继续缓慢均匀的与料一起再加入200ml水。调节手轮由慢 到快,如出料正常,主电机转速同时逐步提高到(40Hz)以上,要求喂料量以能满足主机所需为原则,不能积料,也不能空料,加料后,应时刻注意主电机电流表指示,电流应控制在额定电流的80%左右。
(5) 物料从模头处挤出正常(无异物,膨化良好)后,启动旋切电机,然后合上旋切机罩。调节电机转速,直至切出所需长度和形状。
(6) 停机前,加1~1.5kg含30%左右的原料,以便清理和保护主机。
(7) 停机时,先停喂料,约3分钟后模头不再出料,停主机,卸下模头后,开主电机,将膨化的废料从进料口加入,直到出口处无粘状物料时,可停机,清理模头,并涂上食用油,装入主机,以备下次开机。
当在电流高的情况下发生停机,如出现堵料引起电机保护性动作,或正常的工作时电源出现故障而停机,不可立即再启动主电机,否则将损坏齿轮箱、螺杆、螺筒。如出现以上故障停机,则应卸下模头,人工盘减速机皮带轮,挤出残料,直至阻力较小时方可开动主电机。
四、 故障排除
不 出 料
正常生产或刚开机时,主机模头
a.开机加水少
加水至工艺要求
b.面料粒度粗
粉碎至工艺要求
c.主电机反转
换主电机进线相序
d.温度不均衡提供双螺杆膨化机技术服务油炸还是烘烤?油炸的配料加乳化添加剂
按理来说是双螺杆的压力还高。单螺杆压力一般只有30-40MPa上下(出料那一节)。 同一种配方,调节至膨化度最高,哪种机器可以做的更高 这方面还有看操作工的控制。 因为这也和模板产量和设计都有很大的关系。 一般来说是双螺杆的膨化度会更高。请问,同一种配方,调节至膨化度最高,哪种机器可以做的更高?单螺杆的膨化度要高于双螺杆,但双螺杆出的产品外观(均匀度、光滑度等)要好于单螺杆